歡迎您訪問甘肅三泰綠色科技有限公司官方網站!
|
欄目導航
|
新聞詳情
機械制造業主要生產工藝及職業病危害因素分析發表時間:2019-09-11 10:37 一、機械制造業概述 機械制造是各種工業的基礎;機械制造水平是國家工業化水平和發達程度的重要標志;機械制造工業涉及范圍廣,產業工人隊伍龐大,全國每年約有150-200萬勞動者從事機械制造產業。
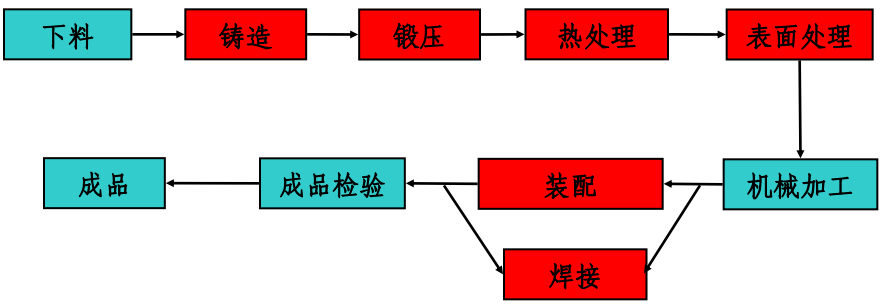
二、機械制造業主要工藝流程
三、機械制造業主要工藝職業病危害因素分析及預防控制 1、鑄造工藝職業病危害因素分析及預防控制 (1)工藝流程 熔煉金屬、制造與零件形狀相適應的鑄型,并將液態金屬澆注到鑄型中,待其冷卻凝固后,獲得鑄件或毛坯的工藝方法;鑄造方法很多,但最基本的方法是砂型鑄造。 (2)鑄造過程中職業病危害因素分析 粉塵:模樣制造、鑄件的落砂與清理過程中產生型砂塵;澆注過程產生金屬煙塵;吹掃過程的粉塵。 酚、甲醛和氨:用樹脂做膠黏劑制芯時接觸。 噪聲、振動等:震實、壓實等機械設備;吹掃過程的噪聲。 高溫與熱輻:射砂型和砂芯烘干設備、合金熔煉設備、澆筑過程產生。 化學毒物:煤爐產生一氧化碳、二氧化碳、二氧化硫和氮氧化物等。 高頻電磁場和微波輻射:采用高頻感應爐,或微波爐加熱時則存在。 (3)職業病危害因素的預防與控制 機械化、自動化減少人工操作; 車間機械通風、局部排風; 濕式作業; 密閉除塵或局部除塵; 設立操作室、通風裝置等,防止一氧化碳中毒; 崗位局部送風等防暑降溫措施; 個人防護:如防塵、防毒、耳防護用品、防震動手套等。 2、鍛壓工藝職業病危害因素分析及預防控制 (1)工藝流程 鍛壓是對坯料施加外力,使坯料產生部分或全部的塑性變形,從而獲得鍛件的加工方法。 (2)鍛壓過程中職業病危害因素分析 噪聲和振動:一般為脈沖式噪聲,沖床、剪床可產生高強度噪聲; 高溫與熱輻射:加熱爐產生高溫與強輻射熱; 生產性粉塵:鍛造爐、鍛錘工序中加料、出爐、鍛造過程可產生金屬粉塵、煤塵和爐渣塵等; 毒物:燃燒鍛爐可產生一氧化碳、二氧化硫、二氧化碳、氮氧化物等有害氣體。 (3)職業病危害因素的預防與控制 充分利用車間有組織的自然通風; 機械排風,在鍛爐或加熱爐上,安裝局部排風設施; 加熱爐隔熱、鍛好的鍛件及時運出車間,減少車間熱源; 崗位局部送風等防暑降溫措施; 個人防護,防塵、耳防護用品等。 3、熱處理工藝職業病危害因素分析及預防控制 (1)工藝流程 熱處理工藝主要是使金屬零件在不改變外形的條件下,改變金屬的性質(硬度、韌度、彈性、導電性等)。 (2)熱處理過程中職業病危害因素分析 化學熱處理:如滲碳、滲氮等; 熱處理過程產生的有毒氣體:如氮化過程產生氨氣、氫化物、一氧化碳、氮氧化物; 高溫與熱輻射:各種加熱爐和被加熱的工件等; 高頻電磁場:高頻電爐; 噪聲:機械設備運行時產生。 (3)職業病危害因素的預防與控制 車間機械通風及局部通風; 設備隔熱、崗位局部送風等防暑降溫措施; 個人防護,防毒、防噪用品等。 4、表面處理工藝(電鍍)職業病危害因素分析及預防控制 (1)工藝流程
(2)表面處理工藝(電鍍)職業病危害因素分析 根據不同工藝使用不同的化學物質而產生相應的職業病危害; 工藝過程中通常產生酸霧、堿(硫酸、鹽酸、磷酸、氫氧化鈉、二氧化氮、鉻酸鹽、噪聲) ; 有些工藝會使用氰化物、鎳化合物、鎘及其化合物、氧化鋅、氯化物、苯、二甲苯、乙二醇等化學物質。 (3)職業病危害因素的預防與控制 設置全室機械排風系統,建議設置事故排風裝置; 加強電鍍槽區域的局部排風對生產過程中散發大量含酸、堿、氰化氫、鉻酸鹽、重鉻酸鹽等有害物質的處理,槽設計槽邊局部防腐機械排風系統:應設槽邊側吸罩或吹吸式罩; 對含酸堿性排風系統進行酸堿中和后設置干法酸氣吸附凈化設備,對含鉻酸的排風系統設置鉻酸回收器,對含氰的排風單獨設置干法吸附凈化設備,廢氣凈化合格后經15m或25m高排氣筒排放; 對具有劇毒特性的氰化物,現場要配備防毒面具、呼吸防護器等應急救援設備及特效應急解毒藥品; 就近設置沖淋設施和警示標識; 報警裝置和聯鎖設計。 5、機械加工工藝職業病危害因素分析及預防控制 (1)工藝流程 機械加工是利用各種機床對金屬零件進行的車、刨、鉆、磨、銑等冷加工。通常是通過鑄、鍛、焊、沖壓等方法制成金屬零件的毛坯,然后再通過切削加工制成合格零件,最后裝配成機器。 (2)機械加工過程中職業病危害因素分析 毒物:乳化液中存在礦物油、萘酸、油酸、堿等毒物; 粉塵:加工過程中的粗磨和精磨過程中,存在金屬粉塵、其他粉塵、鋁塵、矽塵; 噪聲:機床運轉時產生。 (3)職業病危害因素的預防與控制 機械化、自動化減少人工操作; 車間機械通風、局部排風; 密閉除塵或局部除塵; 設立操作室、通風裝置; 對高噪聲設備進行重點治理,源頭控制(氣錘、空壓機、打磨、拋光、沖壓、剪切等)對高強度噪聲源集中布置; 設置隔聲房加以屏蔽,采取隔聲和吸聲處理; 空氣動力噪聲源在進氣口或排氣口進行消聲處理; 個人防護用品配備和使用。 6、焊接工藝職業病危害因素分析及預防控制 (1)工藝流程 常見的焊接工藝有手工電弧焊、埋弧焊、二氧化碳氣體保護焊、熔化電極氬弧焊、等離子焊等。 (2)焊接過程中職業病危害因素分析 手工電弧焊:電焊煙塵、紫外線、一氧化碳、二氧化氮、臭氧、噪聲、高溫,酸性焊條藥皮中主要金屬的氧化物(錳的氧化物、氧化鐵),堿性焊條中的氟化氫、氟化物;奧氏體不銹鋼焊條中則含有不等量的鉻和少量鎳。焊接時在電弧高溫下可氧化產生氧化鉻(主要為二氧化鉻和三氧化鉻),以及氧化鎳(為氧化鎳和五氧化二鎳)。 埋弧焊:電焊煙塵、紫外線、臭氧、噪聲、高溫,焊絲焊劑中主要金屬的氧化物、氟化氫。 二氧化碳氣體保護焊:臭氧、一氧化碳、二氧化氮、電焊煙塵、紫外線、噪聲、焊絲中主要金屬的氧化物。 熔化電極氬弧焊:臭氧、一氧化碳、二氧化氮、電焊煙塵、紫外線、噪聲、焊絲中主要金屬的氧化物(鉻、錳、鎳等)、高頻電磁場。 等離子焊:臭氧、一氧化碳、二氧化氮、電焊煙塵、紫外線、噪聲、焊粉中主要金屬的氧化物、高頻電磁場、放射危害、焊接前常用氯烴化合物(如三氯乙烯和四氯化碳)去除金屬表面油污,氯烴化合物在紫外線照射后分解產生光氣等有害氣體。 (3)職業病危害因素的預防與控制 改革工藝和改進焊接材料,選用機械化、自動化程度高的設備,采用低錳、低氫、低塵焊條;氬弧焊和等離子弧焊接切割時不用釷鎢棒,改用放射性較低的鈰鎢或釔鎢電極,氬弧焊引弧及穩弧措施,盡量采用脈沖裝置,而不用高頻振蕩裝置,在保證焊接質量的前提下,合理選用工藝參數可降低噪聲; 提高操作者技術水平; 在專門的焊接車間或焊接量大、焊機集中的工作地點,采用全面機械通風,除大型焊接車間外,采用局部通風; 個人防護措施:使用鑲有特制防護鏡片的面罩,并根據焊接電流的強度不同來選用不同型號的濾光鏡片,焊工應穿淺色或白色帆布工作服,并將袖口扎緊,領口扣好,皮膚不外露,以防止皮膚受到傷害,長時間在噪聲環境下工作的人員應戴上護耳器,以減小噪聲對人的危害程度。 編輯 | 綜合實驗室 馬雄濤 上一篇化工類項目安全評價依據
|